
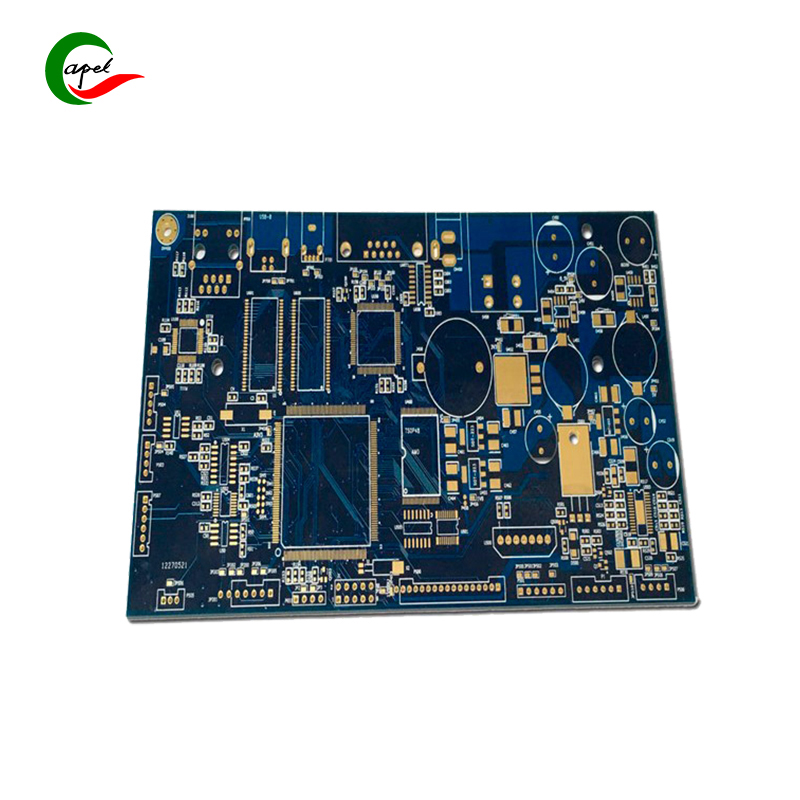
ഇരട്ട-വശങ്ങളുള്ള സർക്യൂട്ട് ബോർഡുകളുടെ പ്രോട്ടോടൈപ്പ് പിസിബി നിർമ്മാതാവ്

പിസിബി പ്രോസസ്സ് ശേഷി
| ഇല്ല. | പദ്ധതി | സാങ്കേതിക സൂചകങ്ങൾ |
| 1 | പാളി | 1 -60 (പാളി) |
| 2 | പരമാവധി പ്രോസസ്സിംഗ് ഏരിയ | 545 x 622 മി.മീ |
| 3 | മിനിമംബോർഡ് കനം | 4(പാളി)0.40 മി.മീ |
| 6(പാളി) 0.60 മി.മീ | ||
| 8 (പാളി) 0.8 മി.മീ | ||
| 10 (പാളി) 1.0 മി.മീ | ||
| 4 | ഏറ്റവും കുറഞ്ഞ ലൈൻ വീതി | 0.0762 മി.മീ |
| 5 | കുറഞ്ഞ അകലം | 0.0762 മി.മീ |
| 6 | കുറഞ്ഞ മെക്കാനിക്കൽ അപ്പർച്ചർ | 0.15 മി.മീ |
| 7 | ദ്വാരം മതിൽ ചെമ്പ് കനം | 0.015 മി.മീ |
| 8 | മെറ്റലൈസ്ഡ് അപ്പേർച്ചർ ടോളറൻസ് | ± 0.05 മിമി |
| 9 | നോൺ-മെറ്റലൈസ്ഡ് അപ്പർച്ചർ ടോളറൻസ് | ± 0.025 മിമി |
| 10 | ഹോൾ ടോളറൻസ് | ± 0.05 മിമി |
| 11 | ഡൈമൻഷണൽ ടോളറൻസ് | ± 0.076 മിമി |
| 12 | ഏറ്റവും കുറഞ്ഞ സോൾഡർ ബ്രിഡ്ജ് | 0.08 മി.മീ |
| 13 | ഇൻസുലേഷൻ പ്രതിരോധം | 1E+12Ω (സാധാരണ) |
| 14 | പ്ലേറ്റ് കനം അനുപാതം | 1:10 |
| 15 | തെർമൽ ഷോക്ക് | 288 ℃ (10 സെക്കൻഡിൽ 4 തവണ) |
| 16 | വളച്ചൊടിച്ചതും വളഞ്ഞതുമാണ് | ≤0.7% |
| 17 | വൈദ്യുതി വിരുദ്ധ ശക്തി | >1.3KV/mm |
| 18 | ആൻ്റി-സ്ട്രിപ്പിംഗ് ശക്തി | 1.4N/mm |
| 19 | സോൾഡർ കാഠിന്യത്തെ പ്രതിരോധിക്കുന്നു | ≥6H |
| 20 | ഫ്ലേം റിട്ടാർഡൻസി | 94V-0 |
| 21 | ഇംപെഡൻസ് നിയന്ത്രണം | ±5% |
ഞങ്ങളുടെ പ്രൊഫഷണലിസത്തിൽ 15 വർഷത്തെ പരിചയത്തോടെ ഞങ്ങൾ സർക്യൂട്ട് ബോർഡുകളുടെ പ്രോട്ടോടൈപ്പിംഗ് നടത്തുന്നു
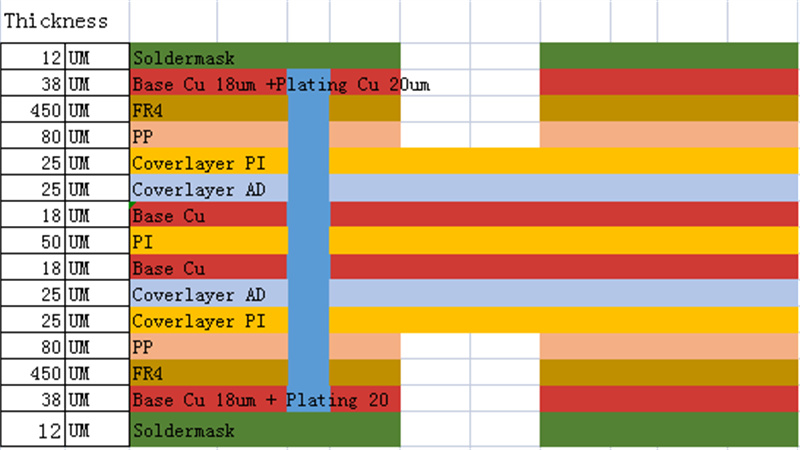
4 ലെയർ ഫ്ലെക്സ്-റിജിഡ് ബോർഡുകൾ
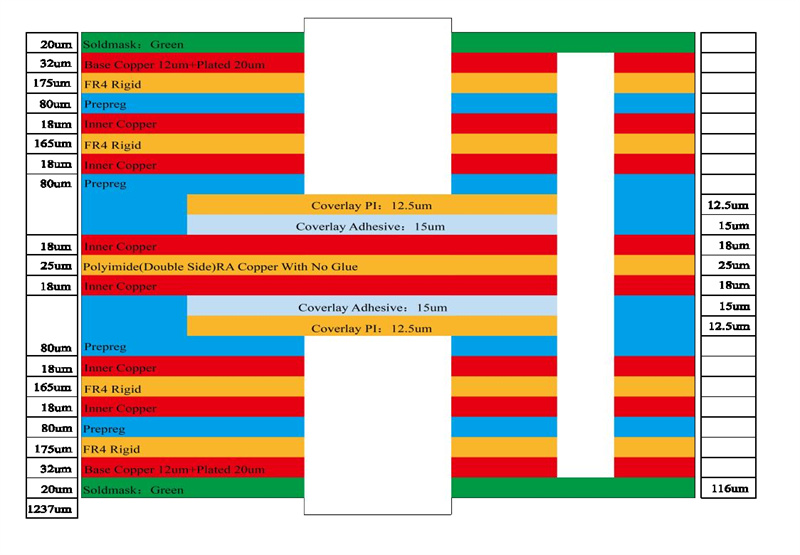
8 ലെയർ റിജിഡ്-ഫ്ലെക്സ് പിസിബികൾ
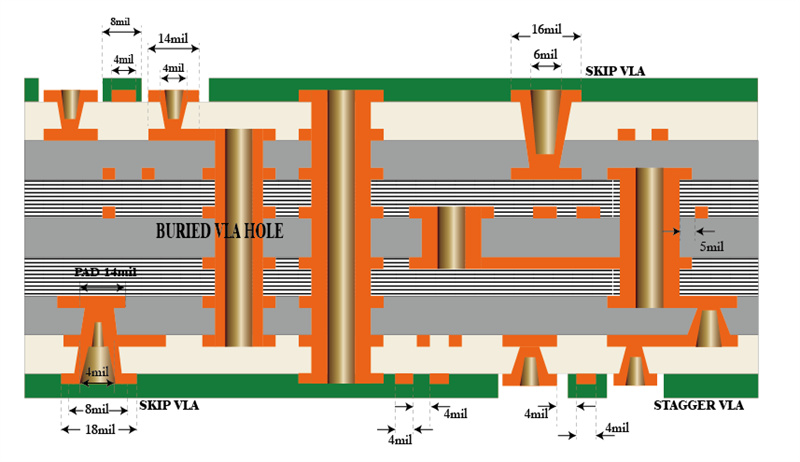
8 ലെയർ HDI പ്രിൻ്റഡ് സർക്യൂട്ട് ബോർഡുകൾ
പരിശോധനയും പരിശോധനാ ഉപകരണങ്ങളും
മൈക്രോസ്കോപ്പ് പരിശോധന
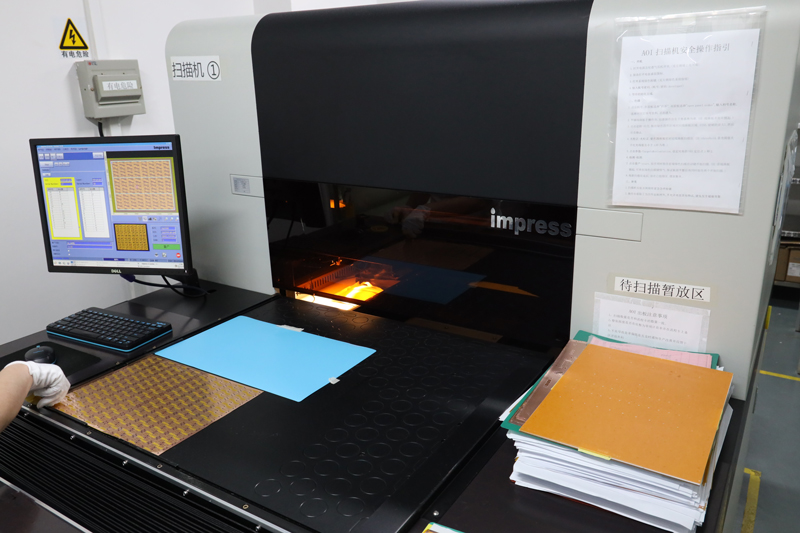
AOI പരിശോധന
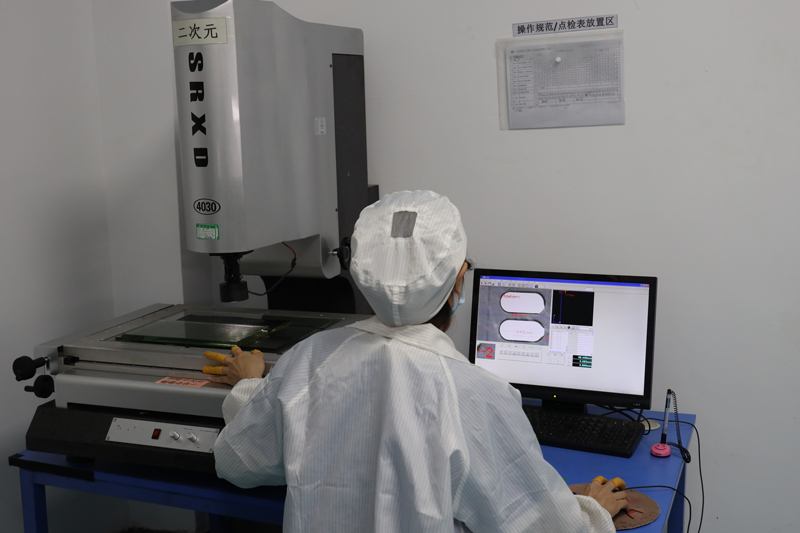
2D ടെസ്റ്റിംഗ്

ഇംപെഡൻസ് ടെസ്റ്റിംഗ്
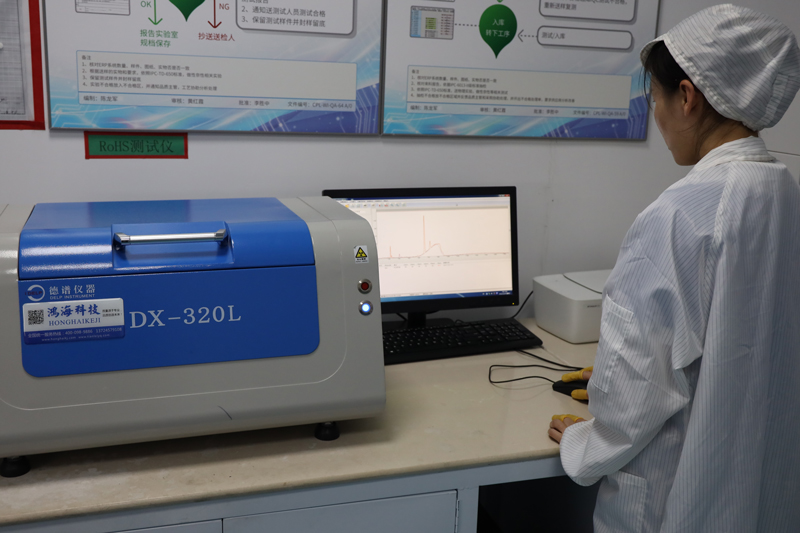
RoHS ടെസ്റ്റിംഗ്

ഫ്ലയിംഗ് പ്രോബ്
തിരശ്ചീന ടെസ്റ്റർ
ബെൻഡിംഗ് ടെസ്റ്റ്
ഞങ്ങളുടെ സർക്യൂട്ട് ബോർഡുകളുടെ പ്രോട്ടോടൈപ്പിംഗ് സേവനം
. വിൽപ്പനയ്ക്ക് മുമ്പും വിൽപ്പനാനന്തരവും സാങ്കേതിക പിന്തുണ നൽകുക;
. 40 ലെയറുകൾ വരെ ഇഷ്ടാനുസൃതമാക്കുക, 1-2 ദിവസം ദ്രുതഗതിയിലുള്ള വിശ്വസനീയമായ പ്രോട്ടോടൈപ്പിംഗ്, ഘടക സംഭരണം, SMT അസംബ്ലി;
. മെഡിക്കൽ ഉപകരണം, വ്യാവസായിക നിയന്ത്രണം, ഓട്ടോമോട്ടീവ്, ഏവിയേഷൻ, കൺസ്യൂമർ ഇലക്ട്രോണിക്സ്, ഐഒടി, യുഎവി, കമ്മ്യൂണിക്കേഷൻസ് തുടങ്ങിയവ.
. ഞങ്ങളുടെ എഞ്ചിനീയർമാരുടെയും ഗവേഷകരുടെയും ടീമുകൾ നിങ്ങളുടെ ആവശ്യകതകൾ കൃത്യതയോടെയും പ്രൊഫഷണലിസത്തോടെയും നിറവേറ്റാൻ പ്രതിജ്ഞാബദ്ധരാണ്.




ഉയർന്ന നിലവാരമുള്ള ഇരട്ട-വശങ്ങളുള്ള സർക്യൂട്ട് ബോർഡുകൾ എങ്ങനെ നിർമ്മിക്കാം?
1. ബോർഡ് ഡിസൈൻ ചെയ്യുക: ബോർഡ് ലേഔട്ട് സൃഷ്ടിക്കാൻ കമ്പ്യൂട്ടർ-എയ്ഡഡ് ഡിസൈൻ (സിഎഡി) സോഫ്റ്റ്വെയർ ഉപയോഗിക്കുക. ട്രെയ്സ് വീതി, സ്പെയ്സിംഗ്, ഘടക പ്ലെയ്സ്മെൻ്റ് എന്നിവ ഉൾപ്പെടെ എല്ലാ ഇലക്ട്രിക്കൽ, മെക്കാനിക്കൽ ആവശ്യകതകളും ഡിസൈൻ നിറവേറ്റുന്നുവെന്ന് ഉറപ്പാക്കുക. സിഗ്നൽ ഇൻ്റഗ്രിറ്റി, പവർ ഡിസ്ട്രിബ്യൂഷൻ, തെർമൽ മാനേജ്മെൻ്റ് തുടങ്ങിയ ഘടകങ്ങൾ പരിഗണിക്കുക.
2. പ്രോട്ടോടൈപ്പിംഗും ടെസ്റ്റിംഗും: വൻതോതിലുള്ള ഉൽപ്പാദനത്തിന് മുമ്പ്, ഡിസൈനും നിർമ്മാണ പ്രക്രിയയും സാധൂകരിക്കുന്നതിന് ഒരു പ്രോട്ടോടൈപ്പ് ബോർഡ് സൃഷ്ടിക്കുന്നത് നിർണായകമാണ്. സാധ്യമായ പ്രശ്നങ്ങളോ മെച്ചപ്പെടുത്തലുകളോ തിരിച്ചറിയുന്നതിന് പ്രവർത്തനക്ഷമത, വൈദ്യുത പ്രകടനം, മെക്കാനിക്കൽ അനുയോജ്യത എന്നിവയ്ക്കായുള്ള പ്രോട്ടോടൈപ്പുകൾ നന്നായി പരിശോധിക്കുക.
3. മെറ്റീരിയൽ തിരഞ്ഞെടുക്കൽ: നിങ്ങളുടെ നിർദ്ദിഷ്ട ബോർഡ് ആവശ്യകതകൾക്ക് അനുയോജ്യമായ ഉയർന്ന നിലവാരമുള്ള മെറ്റീരിയൽ തിരഞ്ഞെടുക്കുക. സാധാരണ മെറ്റീരിയൽ തിരഞ്ഞെടുപ്പുകളിൽ അടിവസ്ത്രത്തിനുള്ള FR-4 അല്ലെങ്കിൽ ഉയർന്ന താപനില FR-4, ചാലക അടയാളങ്ങൾക്കുള്ള ചെമ്പ്, ഘടകങ്ങളെ സംരക്ഷിക്കുന്നതിനുള്ള സോൾഡർ മാസ്ക് എന്നിവ ഉൾപ്പെടുന്നു.
4. അകത്തെ പാളി നിർമ്മിക്കുക: ആദ്യം ബോർഡിൻ്റെ ആന്തരിക പാളി തയ്യാറാക്കുക, അതിൽ നിരവധി ഘട്ടങ്ങൾ ഉൾപ്പെടുന്നു:
എ. ചെമ്പ് പൊതിഞ്ഞ ലാമിനേറ്റ് വൃത്തിയാക്കി പരുക്കനാക്കുക.
ബി. ചെമ്പ് പ്രതലത്തിൽ ഒരു നേർത്ത ഫോട്ടോസെൻസിറ്റീവ് ഡ്രൈ ഫിലിം പ്രയോഗിക്കുക.
സി. ആവശ്യമുള്ള സർക്യൂട്ട് പാറ്റേൺ അടങ്ങിയ ഒരു ഫോട്ടോഗ്രാഫിക് ടൂളിലൂടെ ഫിലിം അൾട്രാവയലറ്റ് (UV) പ്രകാശത്തിലേക്ക് തുറന്നുകാട്ടപ്പെടുന്നു.
ഡി. സർക്യൂട്ട് പാറ്റേൺ ഉപേക്ഷിച്ച് തുറന്നുകാട്ടപ്പെടാത്ത പ്രദേശങ്ങൾ നീക്കം ചെയ്യുന്നതിനാണ് ഫിലിം വികസിപ്പിച്ചിരിക്കുന്നത്.
ഇ. ആവശ്യമുള്ള ട്രെയ്സും പാഡുകളും മാത്രം അവശേഷിപ്പിച്ച് അധിക പദാർത്ഥങ്ങൾ നീക്കം ചെയ്യുന്നതിനായി തുറന്ന ചെമ്പ് കൊത്തുക.
F. ഡിസൈനിൽ നിന്ന് എന്തെങ്കിലും വൈകല്യങ്ങൾ അല്ലെങ്കിൽ വ്യതിയാനങ്ങൾ ഉണ്ടോ എന്ന് ആന്തരിക പാളി പരിശോധിക്കുക.
5. ലാമിനേറ്റ്സ്: ഒരു പ്രസ്സിൽ പ്രീപ്രെഗ് ഉപയോഗിച്ച് അകത്തെ പാളികൾ കൂട്ടിച്ചേർക്കുന്നു. പാളികൾ ബന്ധിപ്പിക്കുന്നതിനും ശക്തമായ ഒരു പാനൽ രൂപപ്പെടുത്തുന്നതിനും ചൂടും സമ്മർദ്ദവും പ്രയോഗിക്കുന്നു. തെറ്റായ ക്രമീകരണം തടയുന്നതിന് അകത്തെ പാളികൾ ശരിയായി വിന്യസിച്ചിട്ടുണ്ടെന്നും രജിസ്റ്റർ ചെയ്തിട്ടുണ്ടെന്നും ഉറപ്പാക്കുക.
6. ഡ്രെയിലിംഗ്: ഘടകം മൗണ്ടുചെയ്യുന്നതിനും പരസ്പരം ബന്ധിപ്പിക്കുന്നതിനും ദ്വാരങ്ങൾ തുരത്താൻ ഒരു കൃത്യമായ ഡ്രില്ലിംഗ് മെഷീൻ ഉപയോഗിക്കുക. പ്രത്യേക ആവശ്യകതകൾക്കനുസരിച്ച് വ്യത്യസ്ത വലുപ്പത്തിലുള്ള ഡ്രിൽ ബിറ്റുകൾ ഉപയോഗിക്കുന്നു. ദ്വാരത്തിൻ്റെ സ്ഥാനത്തിൻ്റെയും വ്യാസത്തിൻ്റെയും കൃത്യത ഉറപ്പാക്കുക.
ഉയർന്ന നിലവാരമുള്ള ഇരട്ട-വശങ്ങളുള്ള സർക്യൂട്ട് ബോർഡുകൾ എങ്ങനെ നിർമ്മിക്കാം?
7. ഇലക്ട്രോലെസ് കോപ്പർ പ്ലേറ്റിംഗ്: തുറന്നിരിക്കുന്ന എല്ലാ ഇൻ്റീരിയർ പ്രതലങ്ങളിലും ചെമ്പിൻ്റെ നേർത്ത പാളി പ്രയോഗിക്കുക. ഈ ഘട്ടം ശരിയായ ചാലകത ഉറപ്പാക്കുകയും തുടർന്നുള്ള ഘട്ടങ്ങളിൽ പ്ലേറ്റിംഗ് പ്രക്രിയ സുഗമമാക്കുകയും ചെയ്യുന്നു.
8. പുറം പാളി ഇമേജിംഗ്: ആന്തരിക പാളി പ്രക്രിയയ്ക്ക് സമാനമായി, ഒരു ഫോട്ടോസെൻസിറ്റീവ് ഡ്രൈ ഫിലിം പുറം ചെമ്പ് പാളിയിൽ പൂശിയിരിക്കുന്നു.
മുകളിലെ ഫോട്ടോ ടൂളിലൂടെ യുവി പ്രകാശത്തിലേക്ക് അത് തുറന്നുകാട്ടുകയും സർക്യൂട്ട് പാറ്റേൺ വെളിപ്പെടുത്തുന്നതിന് ഫിലിം വികസിപ്പിക്കുകയും ചെയ്യുക.
9. ഔട്ടർ ലെയർ എച്ചിംഗ്: ആവശ്യമായ ട്രെയ്സുകളും പാഡുകളും ഉപേക്ഷിച്ച് പുറത്തെ പാളിയിലെ അനാവശ്യ ചെമ്പ് നീക്കം ചെയ്യുക.
ഏതെങ്കിലും വൈകല്യങ്ങൾ അല്ലെങ്കിൽ വ്യതിയാനങ്ങൾക്കായി പുറം പാളി പരിശോധിക്കുക.
10. സോൾഡർ മാസ്കും ലെജൻഡ് പ്രിൻ്റിംഗും: ഘടകഭാഗങ്ങൾ സ്ഥാപിക്കുന്നതിനായി സ്ഥലം വിടുമ്പോൾ കോപ്പർ ട്രെയ്സുകളും പാഡുകളും സംരക്ഷിക്കാൻ സോൾഡർ മാസ്ക് മെറ്റീരിയൽ പ്രയോഗിക്കുക. ഘടകങ്ങളുടെ സ്ഥാനം, ധ്രുവീകരണം, മറ്റ് വിവരങ്ങൾ എന്നിവ സൂചിപ്പിക്കുന്നതിന് മുകളിലും താഴെയുമുള്ള ലെയറുകളിൽ ലെജൻഡുകളും മാർക്കറുകളും പ്രിൻ്റ് ചെയ്യുക.
11. ഉപരിതല തയ്യാറാക്കൽ: തുറന്ന ചെമ്പ് പ്രതലത്തെ ഓക്സിഡേഷനിൽ നിന്ന് സംരക്ഷിക്കുന്നതിനും സോൾഡബിൾ പ്രതലം നൽകുന്നതിനും ഉപരിതല തയ്യാറാക്കൽ പ്രയോഗിക്കുന്നു. ഓപ്ഷനുകളിൽ ഹോട്ട് എയർ ലെവലിംഗ് (HASL), ഇലക്ട്രോലെസ് നിക്കൽ ഇമ്മേഴ്ഷൻ ഗോൾഡ് (ENIG) അല്ലെങ്കിൽ മറ്റ് വിപുലമായ ഫിനിഷുകൾ എന്നിവ ഉൾപ്പെടുന്നു.
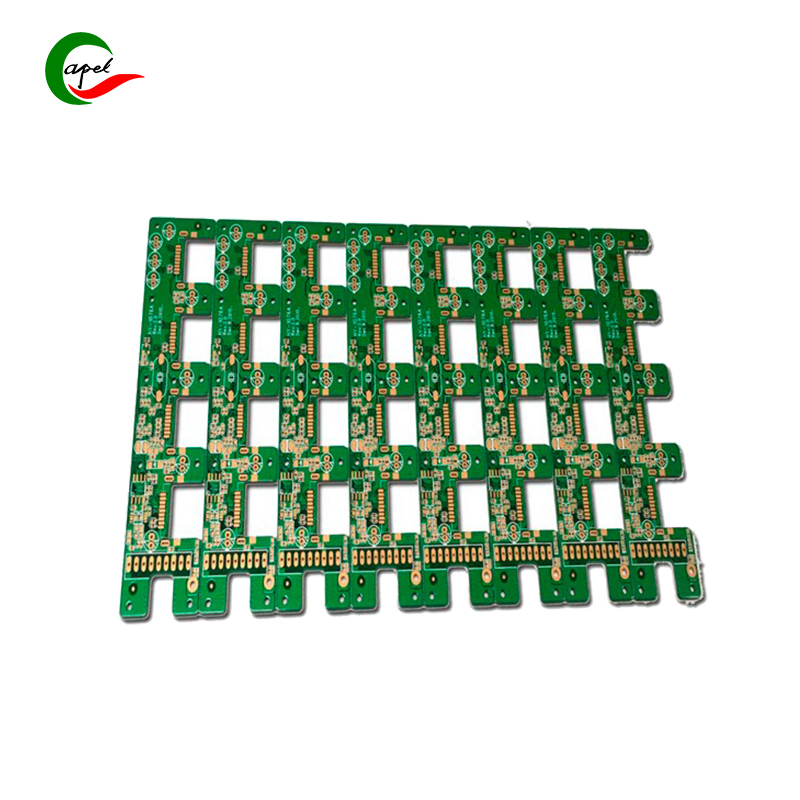
12. റൂട്ടിംഗും രൂപീകരണവും: റൂട്ടിംഗ് മെഷീൻ അല്ലെങ്കിൽ വി-സ്ക്രൈബിംഗ് പ്രക്രിയ ഉപയോഗിച്ച് പിസിബി പാനലുകൾ വ്യക്തിഗത ബോർഡുകളായി മുറിക്കുന്നു.
അരികുകൾ വൃത്തിയുള്ളതാണെന്നും അളവുകൾ ശരിയാണെന്നും ഉറപ്പാക്കുക.
13. ഇലക്ട്രിക്കൽ ടെസ്റ്റിംഗ്: ഫാബ്രിക്കേറ്റഡ് ബോർഡുകളുടെ പ്രവർത്തനക്ഷമതയും സമഗ്രതയും ഉറപ്പാക്കാൻ കൺട്യൂണിറ്റി ടെസ്റ്റിംഗ്, റെസിസ്റ്റൻസ് മെഷർമെൻ്റുകൾ, ഐസൊലേഷൻ ചെക്കുകൾ തുടങ്ങിയ ഇലക്ട്രിക്കൽ ടെസ്റ്റിംഗ് നടത്തുക.
14. ഗുണനിലവാര നിയന്ത്രണവും പരിശോധനയും: ഷോർട്ട്സ്, ഓപ്പൺസ്, തെറ്റായ ക്രമീകരണങ്ങൾ, അല്ലെങ്കിൽ ഉപരിതല വൈകല്യങ്ങൾ എന്നിവ പോലുള്ള ഏതെങ്കിലും നിർമ്മാണ വൈകല്യങ്ങൾക്കായി ഫിനിഷ്ഡ് ബോർഡുകൾ നന്നായി പരിശോധിക്കുന്നു. കോഡുകളും മാനദണ്ഡങ്ങളും പാലിക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കാൻ ഗുണനിലവാര നിയന്ത്രണ പ്രക്രിയകൾ നടപ്പിലാക്കുക.
15. പാക്കിംഗും ഷിപ്പിംഗും: ബോർഡ് ഗുണനിലവാര പരിശോധനയ്ക്ക് ശേഷം, ഷിപ്പിംഗ് സമയത്ത് കേടുപാടുകൾ സംഭവിക്കാതിരിക്കാൻ അത് സുരക്ഷിതമായി പായ്ക്ക് ചെയ്യുന്നു.
ബോർഡുകൾ കൃത്യമായി ട്രാക്ക് ചെയ്യുന്നതിനും തിരിച്ചറിയുന്നതിനും ശരിയായ ലേബലിംഗും ഡോക്യുമെൻ്റേഷനും ഉറപ്പാക്കുക.







