
FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡ് വളയുമ്പോൾ, കോർ ലൈനിൻ്റെ ഇരുവശത്തുമുള്ള സമ്മർദ്ദ തരങ്ങൾ വ്യത്യസ്തമാണ്.
വളഞ്ഞ പ്രതലത്തിൻ്റെ അകത്തും പുറത്തും പ്രവർത്തിക്കുന്ന വ്യത്യസ്ത ശക്തികളാണ് ഇതിന് കാരണം.
വളഞ്ഞ പ്രതലത്തിൻ്റെ ആന്തരിക ഭാഗത്ത്, FPC കംപ്രസ്സീവ് സമ്മർദ്ദത്തിന് വിധേയമാണ്.ഉള്ളിലേക്ക് വളയുമ്പോൾ മെറ്റീരിയൽ കംപ്രസ്സുചെയ്യുകയും ഞെക്കപ്പെടുകയും ചെയ്യുന്നതിനാലാണിത്.ഈ കംപ്രഷൻ എഫ്പിസിക്കുള്ളിലെ ലെയറുകൾ കംപ്രസ്സുചെയ്യാൻ ഇടയാക്കും, ഇത് ഘടകത്തിൻ്റെ ഡീലാമിനേഷനോ വിള്ളലിനോ കാരണമാകും.
വളഞ്ഞ പ്രതലത്തിൻ്റെ പുറത്ത്, FPC ടെൻസൈൽ സമ്മർദ്ദത്തിന് വിധേയമാണ്.കാരണം, മെറ്റീരിയൽ പുറത്തേക്ക് വളയുമ്പോൾ വലിച്ചുനീട്ടുന്നു.ബാഹ്യ പ്രതലങ്ങളിലെ കോപ്പർ ട്രെയ്സുകളും ചാലക ഘടകങ്ങളും പിരിമുറുക്കത്തിന് വിധേയമായേക്കാം, ഇത് സർക്യൂട്ടിൻ്റെ സമഗ്രതയെ അപഹരിച്ചേക്കാം.വളയുന്ന സമയത്ത് എഫ്പിസിയിലെ സമ്മർദ്ദം ഒഴിവാക്കാൻ, ശരിയായ മെറ്റീരിയലുകളും ഫാബ്രിക്കേഷൻ ടെക്നിക്കുകളും ഉപയോഗിച്ച് ഫ്ലെക്സ് സർക്യൂട്ട് രൂപകൽപ്പന ചെയ്യേണ്ടത് പ്രധാനമാണ്.അനുയോജ്യമായ വഴക്കം, ഉചിതമായ കനം, FPC-യുടെ ഏറ്റവും കുറഞ്ഞ വളവ് ആരം എന്നിവയുള്ള മെറ്റീരിയലുകൾ ഉപയോഗിക്കുന്നത് ഇതിൽ ഉൾപ്പെടുന്നു.സർക്യൂട്ടിലുടനീളം പിരിമുറുക്കം കൂടുതൽ തുല്യമായി വിതരണം ചെയ്യുന്നതിന് മതിയായ ബലപ്പെടുത്തൽ അല്ലെങ്കിൽ പിന്തുണാ ഘടനകൾ നടപ്പിലാക്കാൻ കഴിയും.
സ്ട്രെസ് തരങ്ങൾ മനസിലാക്കുകയും ശരിയായ ഡിസൈൻ പരിഗണനകൾ എടുക്കുകയും ചെയ്യുന്നതിലൂടെ, വളയുകയോ വളയുകയോ ചെയ്യുമ്പോൾ FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡുകളുടെ വിശ്വാസ്യതയും ഈടുനിൽപ്പും മെച്ചപ്പെടുത്താൻ കഴിയും.
FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡുകൾ വളയുകയോ വളച്ചൊടിക്കുകയോ ചെയ്യുമ്പോൾ അവയുടെ വിശ്വാസ്യതയും ഈടുനിൽപ്പും മെച്ചപ്പെടുത്താൻ സഹായിക്കുന്ന ചില പ്രത്യേക ഡിസൈൻ പരിഗണനകൾ താഴെ കൊടുക്കുന്നു:
മെറ്റീരിയൽ തിരഞ്ഞെടുക്കൽ:ശരിയായ മെറ്റീരിയൽ തിരഞ്ഞെടുക്കുന്നത് നിർണായകമാണ്.നല്ല വഴക്കവും മെക്കാനിക്കൽ ശക്തിയും ഉള്ള ഒരു ഫ്ലെക്സിബിൾ സബ്സ്ട്രേറ്റ് ഉപയോഗിക്കണം.മികച്ച താപ സ്ഥിരതയും വഴക്കവും കാരണം ഫ്ലെക്സിബിൾ പോളിമൈഡ് (PI) ഒരു സാധാരണ തിരഞ്ഞെടുപ്പാണ്.
സർക്യൂട്ട് ലേഔട്ട്:വളയുന്ന സമയത്ത് സ്ട്രെസ് സാന്ദ്രത കുറയ്ക്കുന്ന രീതിയിൽ ചാലക ട്രെയ്സുകളും ഘടകങ്ങളും സ്ഥാപിക്കുകയും റൂട്ട് ചെയ്യുകയും ചെയ്യുന്നുണ്ടെന്ന് ഉറപ്പാക്കാൻ ശരിയായ സർക്യൂട്ട് ലേഔട്ട് പ്രധാനമാണ്.മൂർച്ചയുള്ള കോണുകൾക്ക് പകരം വൃത്താകൃതിയിലുള്ള കോണുകൾ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു.
ശക്തിപ്പെടുത്തലും പിന്തുണാ ഘടനകളും:നിർണ്ണായകമായ വളയുന്ന സ്ഥലങ്ങളിൽ ബലപ്പെടുത്തൽ അല്ലെങ്കിൽ പിന്തുണാ ഘടനകൾ ചേർക്കുന്നത് സമ്മർദ്ദം കൂടുതൽ തുല്യമായി വിതരണം ചെയ്യാനും കേടുപാടുകൾ അല്ലെങ്കിൽ ഡീലാമിനേഷൻ തടയാനും സഹായിക്കും.മൊത്തത്തിലുള്ള മെക്കാനിക്കൽ സമഗ്രത മെച്ചപ്പെടുത്തുന്നതിന് പ്രത്യേക മേഖലകളിൽ ബലപ്പെടുത്തൽ പാളികൾ അല്ലെങ്കിൽ വാരിയെല്ലുകൾ പ്രയോഗിക്കാൻ കഴിയും.
വളയുന്ന ആരം:ഡിസൈൻ ഘട്ടത്തിൽ മിനിമം ബെൻഡിംഗ് റേഡി നിർവചിക്കുകയും പരിഗണിക്കുകയും വേണം.മിനിമം ബെൻഡ് റേഡിയസ് കവിയുന്നത് അമിതമായ സമ്മർദ്ദ സാന്ദ്രതയ്ക്കും പരാജയത്തിനും കാരണമാകും.
സംരക്ഷണവും എൻക്യാപ്സുലേഷനും:കൺഫോർമൽ കോട്ടിംഗുകൾ അല്ലെങ്കിൽ എൻക്യാപ്സുലേഷൻ മെറ്റീരിയലുകൾ പോലുള്ള സംരക്ഷണം അധിക മെക്കാനിക്കൽ ശക്തി നൽകാനും ഈർപ്പം, പൊടി, രാസവസ്തുക്കൾ തുടങ്ങിയ പാരിസ്ഥിതിക ഘടകങ്ങളിൽ നിന്ന് സർക്യൂട്ടുകളെ സംരക്ഷിക്കാനും കഴിയും.
പരിശോധനയും മൂല്യനിർണ്ണയവും:മെക്കാനിക്കൽ ബെൻഡ്, ഫ്ലെക്സ് ടെസ്റ്റുകൾ ഉൾപ്പെടെയുള്ള സമഗ്രമായ പരിശോധനയും മൂല്യനിർണ്ണയവും നടത്തുന്നത്, യഥാർത്ഥ ലോക സാഹചര്യങ്ങളിൽ FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡുകളുടെ വിശ്വാസ്യതയും ഈടുതലും വിലയിരുത്താൻ സഹായിക്കും.
വളഞ്ഞ പ്രതലത്തിൻ്റെ ഉൾഭാഗം മർദ്ദമാണ്, പുറം ടെൻസൈൽ ആണ്.സമ്മർദ്ദത്തിൻ്റെ വ്യാപ്തി FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡിൻ്റെ കനവും വളയുന്ന ആരവുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു.അമിതമായ സമ്മർദ്ദം FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡ് ലാമിനേഷൻ, കോപ്പർ ഫോയിൽ ഒടിവ് തുടങ്ങിയവ ഉണ്ടാക്കും.അതിനാൽ, FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡിൻ്റെ ലാമിനേഷൻ ഘടന രൂപകൽപ്പനയിൽ ന്യായമായും ക്രമീകരിക്കണം, അങ്ങനെ വളഞ്ഞ പ്രതലത്തിൻ്റെ മധ്യരേഖയുടെ രണ്ട് അറ്റങ്ങൾ കഴിയുന്നത്ര സമമിതിയിലായിരിക്കണം.അതേ സമയം, വ്യത്യസ്ത ആപ്ലിക്കേഷൻ സാഹചര്യങ്ങൾക്കനുസൃതമായി ഏറ്റവും കുറഞ്ഞ വളയുന്ന ദൂരം കണക്കാക്കണം.
സാഹചര്യം 1. ഒറ്റ-വശങ്ങളുള്ള FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡിൻ്റെ ഏറ്റവും കുറഞ്ഞ വളവ് ഇനിപ്പറയുന്ന ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു:
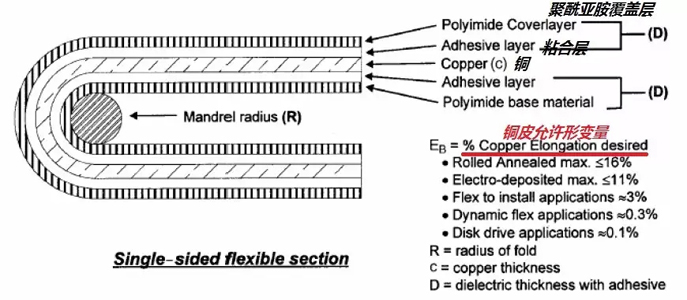
അതിൻ്റെ ഏറ്റവും കുറഞ്ഞ വളയുന്ന ദൂരം ഇനിപ്പറയുന്ന ഫോർമുല ഉപയോഗിച്ച് കണക്കാക്കാം: R= (c/2) [(100-Eb) /Eb]-D
R= ൻ്റെ ഏറ്റവും കുറഞ്ഞ വളയുന്ന ആരം, c= ചെമ്പ് ചർമ്മത്തിൻ്റെ കനം (യൂണിറ്റ് m), D= കവർ ചെയ്യുന്ന ഫിലിമിൻ്റെ കനം (m), EB= ചെമ്പ് ചർമ്മത്തിൻ്റെ അനുവദനീയമായ രൂപഭേദം (ശതമാനം അനുസരിച്ച്).
ചെമ്പ് ചർമ്മത്തിൻ്റെ രൂപഭേദം വ്യത്യസ്ത തരം ചെമ്പ് ഉപയോഗിച്ച് വ്യത്യാസപ്പെടുന്നു.
എയുടെയും അമർത്തിയ ചെമ്പിൻ്റെയും പരമാവധി രൂപഭേദം 16% ൽ താഴെയാണ്.
ബിയുടെയും ഇലക്ട്രോലൈറ്റിക് കോപ്പറിൻ്റെയും പരമാവധി രൂപഭേദം 11% ൽ താഴെയാണ്.
മാത്രമല്ല, ഒരേ മെറ്റീരിയലിലെ ചെമ്പ് ഉള്ളടക്കവും വ്യത്യസ്ത ഉപയോഗ അവസരങ്ങളിൽ വ്യത്യസ്തമാണ്.ഒറ്റത്തവണ വളയുന്ന അവസരത്തിൽ, ഒടിവിൻ്റെ ഗുരുതരമായ അവസ്ഥയുടെ പരിധി മൂല്യം ഉപയോഗിക്കുന്നു (മൂല്യം 16% ആണ്).ബെൻഡിംഗ് ഇൻസ്റ്റാളേഷൻ ഡിസൈനിനായി, IPC-MF-150 വ്യക്തമാക്കിയിട്ടുള്ള ഏറ്റവും കുറഞ്ഞ ഡീഫോർമേഷൻ മൂല്യം ഉപയോഗിക്കുക (ഉരുട്ടിയ ചെമ്പിന്, മൂല്യം 10% ആണ്).ഡൈനാമിക് ഫ്ലെക്സിബിൾ ആപ്ലിക്കേഷനുകൾക്ക്, ചെമ്പ് ചർമ്മത്തിൻ്റെ രൂപഭേദം 0.3% ആണ്.കാന്തിക തലയുടെ പ്രയോഗത്തിന്, ചെമ്പ് ചർമ്മത്തിൻ്റെ രൂപഭേദം 0.1% ആണ്.ചെമ്പ് ചർമ്മത്തിൻ്റെ അനുവദനീയമായ രൂപഭേദം ക്രമീകരിക്കുന്നതിലൂടെ, വക്രതയുടെ ഏറ്റവും കുറഞ്ഞ ആരം കണക്കാക്കാം.
ഡൈനാമിക് ഫ്ലെക്സിബിലിറ്റി: ഈ ചെമ്പ് സ്കിൻ ആപ്ലിക്കേഷൻ്റെ രംഗം രൂപഭേദം വഴി തിരിച്ചറിയുന്നു.ഉദാഹരണത്തിന്, ഐസി കാർഡിലെ ഫോസ്ഫർ ബുള്ളറ്റ്, ഐസി കാർഡ് ഇട്ടതിന് ശേഷം ചിപ്പിലേക്ക് തിരുകിയ ഐസി കാർഡിൻ്റെ ഭാഗമാണ്.ഉൾപ്പെടുത്തൽ പ്രക്രിയയിൽ, ഷെൽ തുടർച്ചയായി രൂപഭേദം വരുത്തുന്നു.ഈ ആപ്ലിക്കേഷൻ രംഗം വഴക്കമുള്ളതും ചലനാത്മകവുമാണ്.
സിംഗിൾ-സൈഡ് ഫ്ലെക്സിബിൾ പിസിബിയുടെ ഏറ്റവും കുറഞ്ഞ ബെൻഡിംഗ് റേഡിയസ്, ഉപയോഗിച്ച മെറ്റീരിയൽ, ബോർഡിൻ്റെ കനം, ആപ്ലിക്കേഷൻ്റെ പ്രത്യേക ആവശ്യകതകൾ എന്നിവ ഉൾപ്പെടെ നിരവധി ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കുന്നു.സാധാരണയായി, ഫ്ലെക്സ് സർക്യൂട്ട് ബോർഡിൻ്റെ ബെൻഡബിൾ റേഡിയസ് ബോർഡിൻ്റെ 10 മടങ്ങ് കനം ആണ്.ഉദാഹരണത്തിന്, ബോർഡിൻ്റെ കനം 0.1 മില്ലീമീറ്ററാണെങ്കിൽ, ഏറ്റവും കുറഞ്ഞ വളയുന്ന ആരം ഏകദേശം 1 മില്ലീമീറ്ററാണ്.മിനിമം ബെൻഡ് റേഡിയസിന് താഴെയായി ബോർഡ് വളയ്ക്കുന്നത് സ്ട്രെസ് കോൺസൺട്രേഷനുകൾക്കും ചാലക ട്രെയ്സുകളിൽ ആയാസത്തിനും ബോർഡിൻ്റെ വിള്ളലിനോ ഡീലിമിനേഷനോ കാരണമായേക്കാം എന്നത് ശ്രദ്ധിക്കേണ്ടതാണ്.സർക്യൂട്ടിൻ്റെ വൈദ്യുത, മെക്കാനിക്കൽ സമഗ്രത നിലനിർത്തുന്നതിന്, ശുപാർശ ചെയ്യുന്ന ബെൻഡ് റേഡികൾ പാലിക്കേണ്ടത് പ്രധാനമാണ്.നിർദ്ദിഷ്ട ബെൻഡിംഗ് റേഡിയസ് മാർഗ്ഗനിർദ്ദേശങ്ങൾക്കായി ഫ്ലെക്സിബിൾ ബോർഡിൻ്റെ നിർമ്മാതാവിനെയോ വിതരണക്കാരെയോ സമീപിക്കാനും ഡിസൈൻ, ആപ്ലിക്കേഷൻ ആവശ്യകതകൾ പാലിക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കാനും ശുപാർശ ചെയ്യുന്നു.കൂടാതെ, മെക്കാനിക്കൽ പരിശോധനയും മൂല്യനിർണ്ണയവും നടത്തുന്നത് ഒരു ബോർഡിൻ്റെ പ്രവർത്തനക്ഷമതയിലും വിശ്വാസ്യതയിലും വിട്ടുവീഴ്ച ചെയ്യാതെ പരമാവധി സമ്മർദ്ദം നിർണ്ണയിക്കാൻ സഹായിക്കും.
സാഹചര്യം 2, FPC ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡിൻ്റെ ഇരട്ട-വശങ്ങളുള്ള ബോർഡ് ഇനിപ്പറയുന്ന രീതിയിൽ:
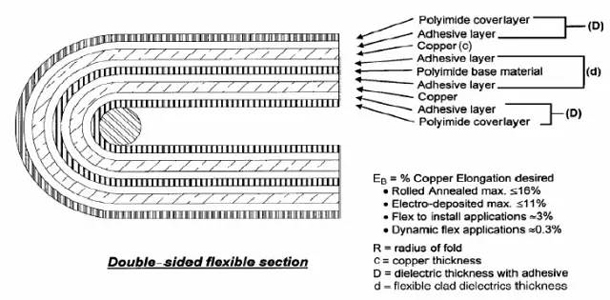
അവയിൽ: R= മിനിമം ബെൻഡിംഗ് റേഡിയസ്, യൂണിറ്റ് m, c= ചെമ്പ് ചർമ്മത്തിൻ്റെ കനം, യൂണിറ്റ് m, D= കവറേജ് ഫിലിം കനം, യൂണിറ്റ് mm, EB= ചെമ്പ് ചർമ്മത്തിൻ്റെ രൂപഭേദം, ശതമാനം കണക്കാക്കുന്നു.
ഇബിയുടെ മൂല്യം മുകളിൽ പറഞ്ഞതിന് തുല്യമാണ്.
D= ഇൻ്റർലെയർ ഇടത്തരം കനം, യൂണിറ്റ് M
ഒരു ഇരട്ട-വശങ്ങളുള്ള FPC (ഫ്ലെക്സിബിൾ പ്രിൻ്റഡ് സർക്യൂട്ട്) ഫ്ലെക്സിബിൾ സർക്യൂട്ട് ബോർഡിൻ്റെ ഏറ്റവും കുറഞ്ഞ വളവ് ദൂരം സാധാരണയായി ഒറ്റ-വശങ്ങളുള്ള പാനലിനേക്കാൾ കൂടുതലാണ്.കാരണം, ഇരട്ട-വശങ്ങളുള്ള പാനലുകൾക്ക് ഇരുവശത്തും ചാലക ട്രെയ്സുകളുണ്ട്, അവ വളയുമ്പോൾ സമ്മർദ്ദത്തിനും ആയാസത്തിനും കൂടുതൽ സാധ്യതയുണ്ട്.ഇരട്ട-വശങ്ങളുള്ള എഫ്പിസി ഫ്ലെക്സ് പിസിബി ബോർഡിൻ്റെ ഏറ്റവും കുറഞ്ഞ ബെൻഡിംഗ് ആരം സാധാരണയായി ബോർഡിൻ്റെ 20 മടങ്ങ് കട്ടിയുള്ളതാണ്.മുമ്പത്തെ അതേ ഉദാഹരണം ഉപയോഗിച്ച്, പ്ലേറ്റ് 0.1mm കട്ടിയുള്ളതാണെങ്കിൽ, ഏറ്റവും കുറഞ്ഞ വളവ് ആരം ഏകദേശം 2mm ആണ്.ഇരട്ട-വശങ്ങളുള്ള FPC pcb ബോർഡുകൾ വളയ്ക്കുന്നതിന് നിർമ്മാതാവിൻ്റെ മാർഗ്ഗനിർദ്ദേശങ്ങളും സവിശേഷതകളും പാലിക്കേണ്ടത് വളരെ പ്രധാനമാണ്.ശുപാർശ ചെയ്യുന്ന ബെൻഡ് റേഡിയസ് കവിയുന്നത് ചാലക ട്രെയ്സുകൾക്ക് കേടുപാടുകൾ വരുത്താം, ലെയർ ഡിലാമിനേഷന് കാരണമാകാം, അല്ലെങ്കിൽ സർക്യൂട്ട് പ്രവർത്തനത്തെയും വിശ്വാസ്യതയെയും ബാധിക്കുന്ന മറ്റ് പ്രശ്നങ്ങൾക്ക് കാരണമാകും.നിർദ്ദിഷ്ട ബെൻഡ് റേഡിയസ് മാർഗ്ഗനിർദ്ദേശങ്ങൾക്കായി നിർമ്മാതാവിനെയോ വിതരണക്കാരനെയോ സമീപിക്കാനും മെക്കാനിക്കൽ പരിശോധനയും പരിശോധനയും നടത്താനും ബോർഡിന് അതിൻ്റെ പ്രകടനത്തിൽ വിട്ടുവീഴ്ച ചെയ്യാതെ ആവശ്യമായ വളവുകൾ നേരിടാൻ കഴിയുമെന്ന് ഉറപ്പാക്കാൻ ശുപാർശ ചെയ്യുന്നു.
പോസ്റ്റ് സമയം: ജൂൺ-12-2023
തിരികെ




